@tec_support
Is there any progress on this?
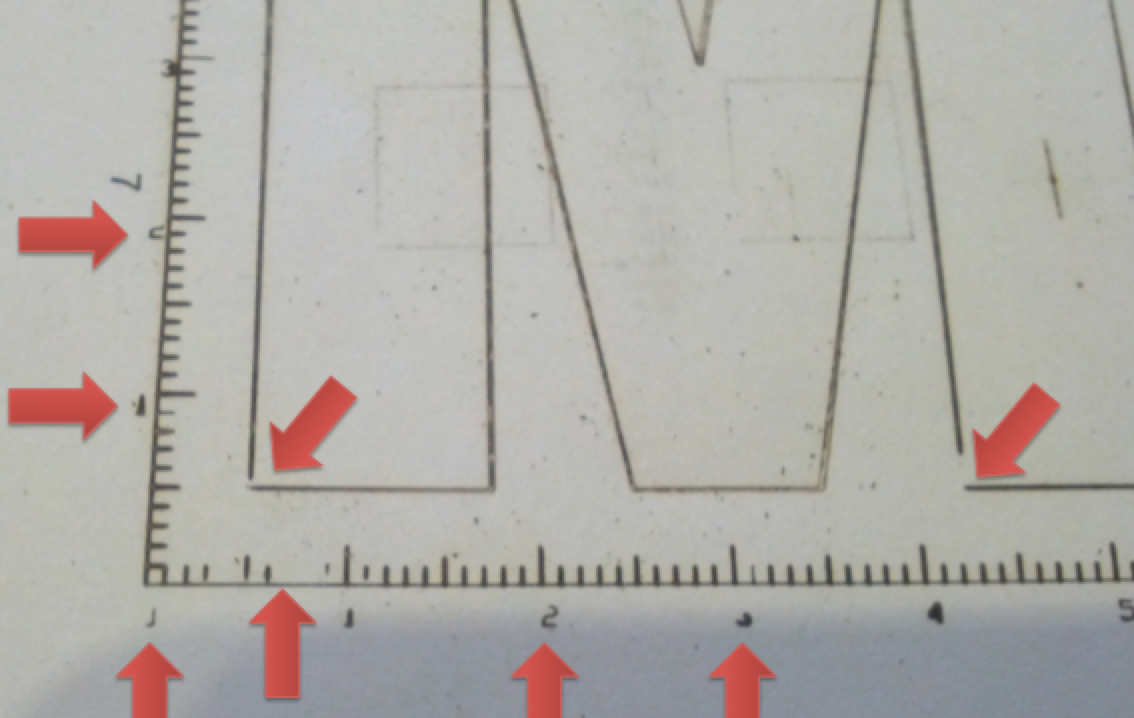
Laser startup is still totally erratic, as you can see from the following test-cut; I indicated cutting direction and sequence of the squares:
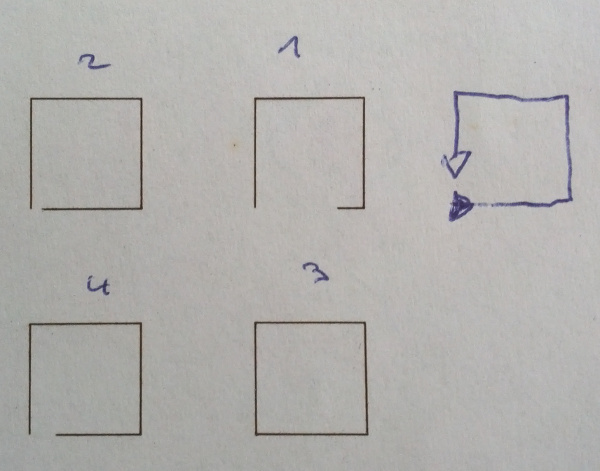
I think that the laser module is broken, would you please help us to get this working or confirm that it just works this way and not any better?
Btw, in order to rule out other possible causes I tried to
- tried to keep the laser turned on when moving between squares (with pwm rates from 20-120)
- Use a higher-rated power supply
- added an 470uF/16V Elko parallel to the dust fan (there is no stabilizing capacitor near the power supply, only at the motor drivers)
- changed to the second PWM output (ruling out a faulty Mosfet)
None of the changes could resolve the issue.
If the LaserBot should be able to print full rectangles, can I exchange the laser module?
P.S. here’s the GCode:
G21 (All units in mm)
G00 X30.098856 Y30.098852 S0
M4 P210(Subpath start)
G01 X39.901143 Y30.098852 F800.000000 S255
G01 X39.901143 Y39.901138 S255
G01 X30.098856 Y39.901138 S255
G01 X30.098856 Y30.098852 S255
(Subpath end)
M4 P00
G00 X10.098858 Y30.098852 S0
M4 P210(Subpath start)
G01 X19.901145 Y30.098852 F800.000000 S255
G01 X19.901145 Y39.901138 S255
G01 X10.098858 Y39.901138 S255
G01 X10.098858 Y30.098852 S255
(Subpath end)
M4 P00
G00 X10.098858 Y10.098849 S0
M4 P210(Subpath start)
G01 X19.901145 Y10.098849 F800.000000 S255
G01 X19.901145 Y19.901136 S255
G01 X10.098858 Y19.901136 S255
G01 X10.098858 Y10.098849 S255
(Subpath end)
M4 P00
G00 X30.098856 Y10.098849 S0
M4 P210(Subpath start)
G01 X39.901143 Y10.098849 F800.000000 S255
G01 X39.901143 Y19.901136 S255
G01 X30.098856 Y19.901136 S255
G01 X30.098856 Y10.098849 S255
(Subpath end)
M4 P00
M84