I cut another rectangle with the following gcode:
M4 P0
G0 F2000.0
G0 X0 Y0
M4 P240
G1 F400.0
G1 X190 Y0
G1 X190 Y230
G1 X0 Y230
G1 X0 Y0
M4 P0
G0 F2000.0
G0 X0 Y0
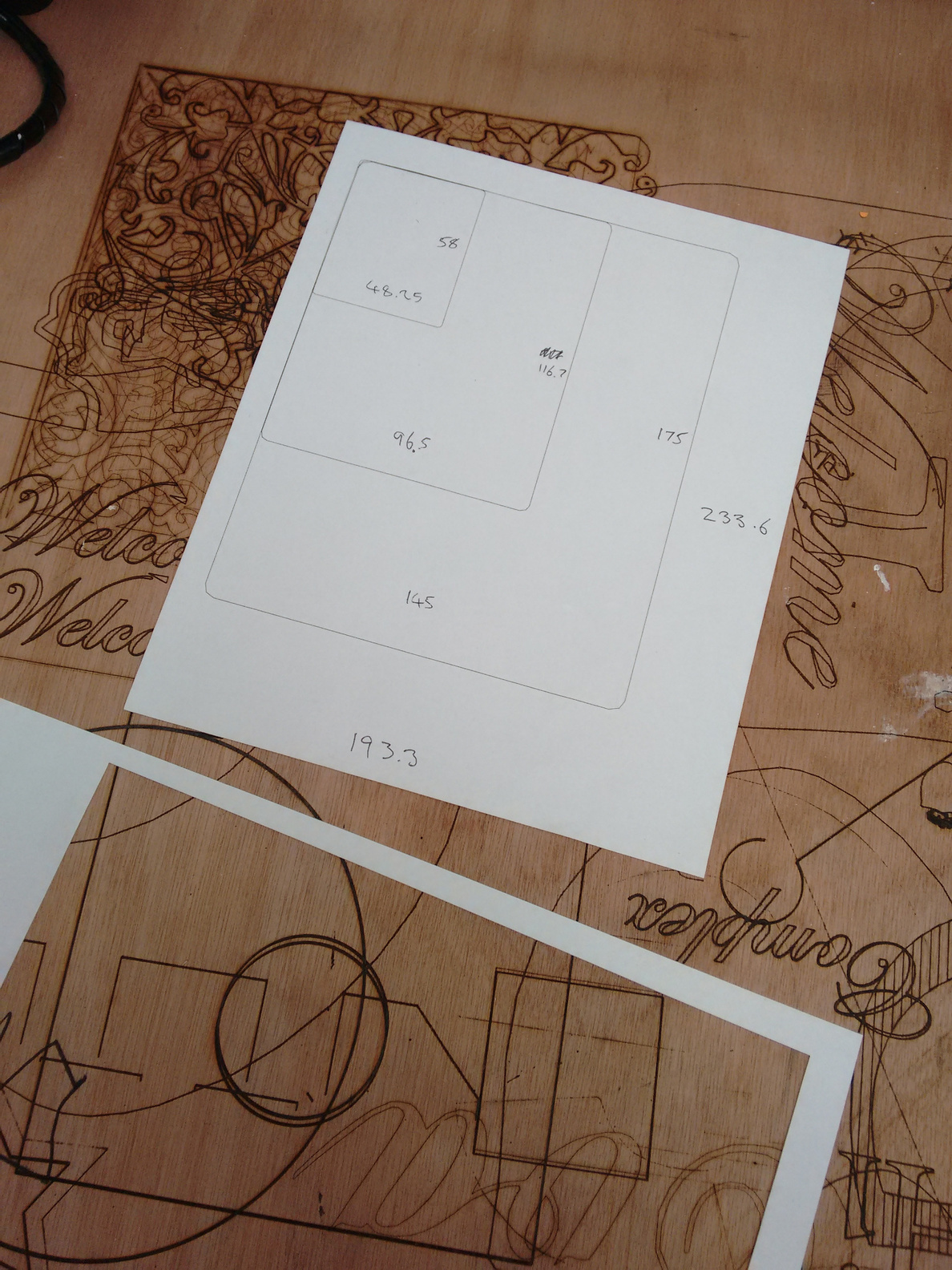
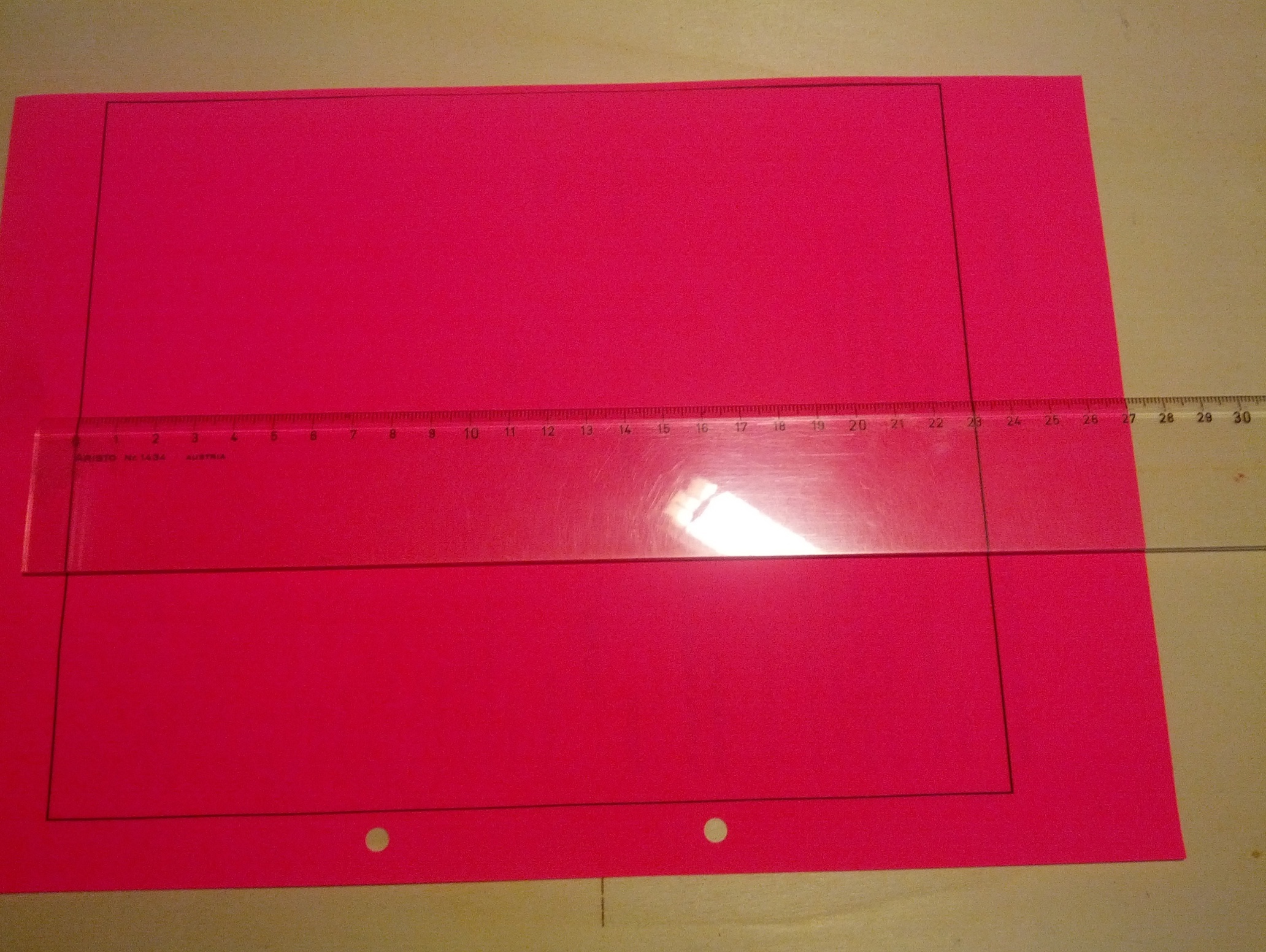
As you can see from the code, the rectangle should measure 190 x 230 mm. When etched with Laserbot, however, the resultant rectangle measures 194.0 x 234.5 mm.

Also, the rectangle is skewed so that the lines that makeup the long and short sides (Y and X, respectively) are not perpendicular. The long edge of the rectangle is off from being perpendicular to the short edge by 1.5 mm.
Finally, I have included a picture of my X-axis so you can see that it sits flush against the U1 brackets.