So I started with this:
Specifically the one with the G2 lens, so that’s $210. I bought a new heatsink and put some thermal paste around the outside of the laser module to make sure I got good heat transfer, then put the existing fan just above it. Look for 12mm laser heatsink on EBay and tons of options come up.
I mounted a second small fan behind the laser, pointing down toward the work surface at a 45 degree angle, to blow smoke away from the laser itself. When cutting / engraving, smoke gets into the path of the beam and reduces the power hitting the work surface, so this is a simple way to maximize power.
Controlling the laser was interesting. The Orion board is set up such that the AtMega’s PWM hardware isn’t available on any of the 5v output pins, so I had to use the motor output like the original laser module to drive the new one so I could vary the output power. I bought a 12V 7A power supply, connected that to both the laser and the Orion, and used the M1 output of the Orion to drive the enable pin of the laser driver.
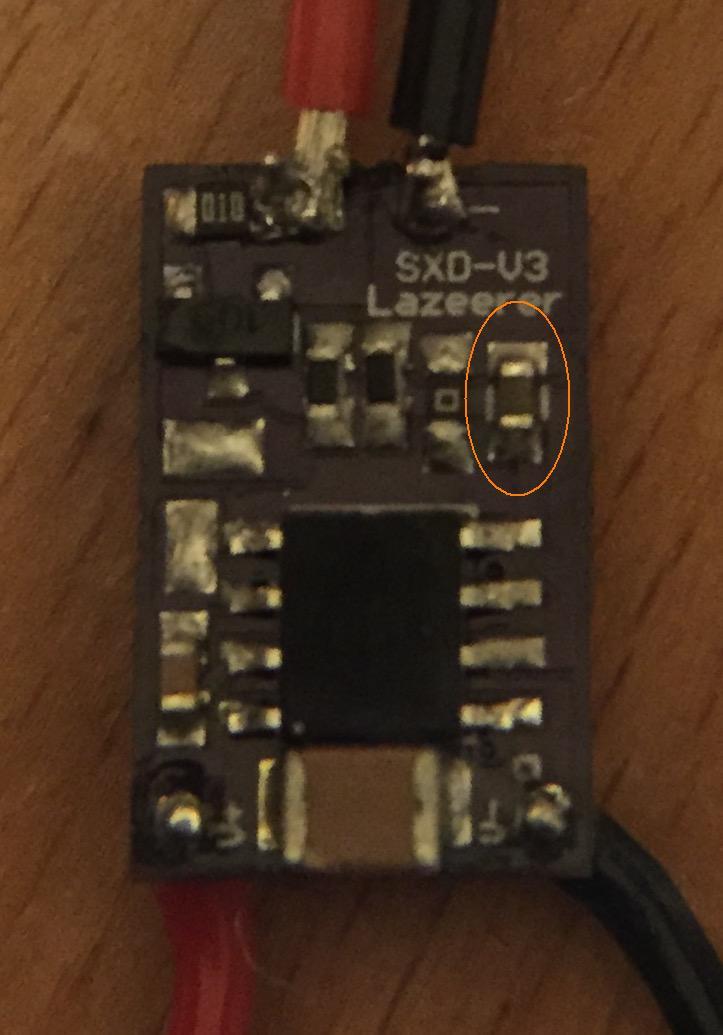
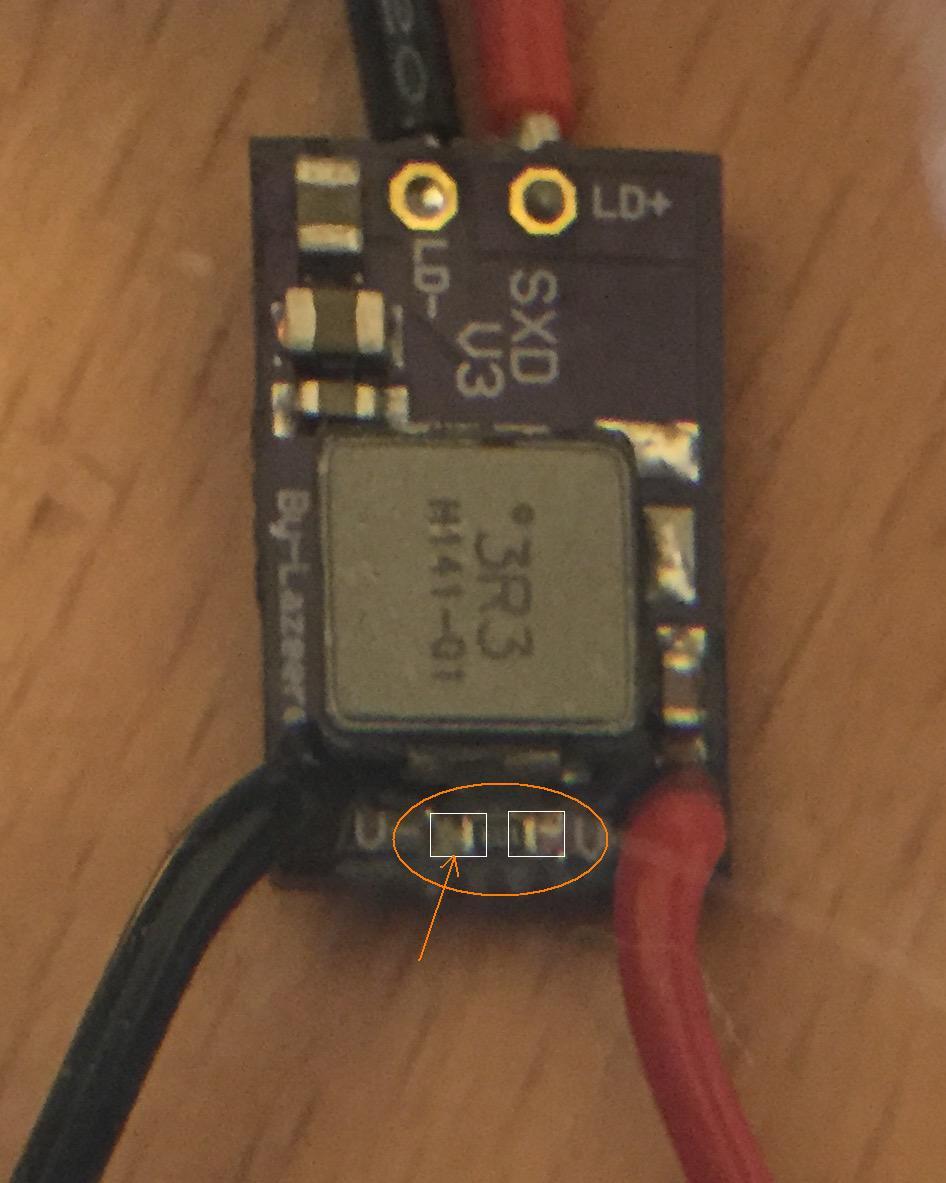
The page link above has info on removing the ramp-up capacitor and tapping in to the enable pin on the laser driver. The seller will make those modifications for you if requested.
I inserted a diode and a 10k resistor in-line with the M1 output, just in case anyone ever tries to drive it backwards, and to drop the voltage a little. The enable pin of the driver will handle 12v, so it’s safe.
I’ll draw up a wiring diagram shortly, but it really is as simple as putting a diode and a resistor on the positive output line of M1, and passing that to the enable pad of the laser driver.
Total cost was $210 for the module, about $15 for the heatsink, and another $20 for the power supply, for a total of just under $250.
I still need to heatsink the driver itself - it has a thermal shut-off, and I’m starting to hit that when driving the laser at higher power. I got a couple small heatsink squares like they have on the stepper motor drivers, and I’m going to thermal-glue one onto the driver and put it near the fan.
I’ll take some pictures of the final setup when it’s done.