The directions from the DTR site are accurate, 'cause that’s what I did. I put a diode in between the Orion motor output and the laser driver to make sure it didn’t get a reverse signal (unlikely, but just in case). I also added a 10K resistor. Just put both parts in series on the way to the “enable” pad on the driver. Power the Orion and the laser driver from the same power supply. You’ll need about 8A.
Here’s a pic of the ramp-up capacitor that needs to be removed:
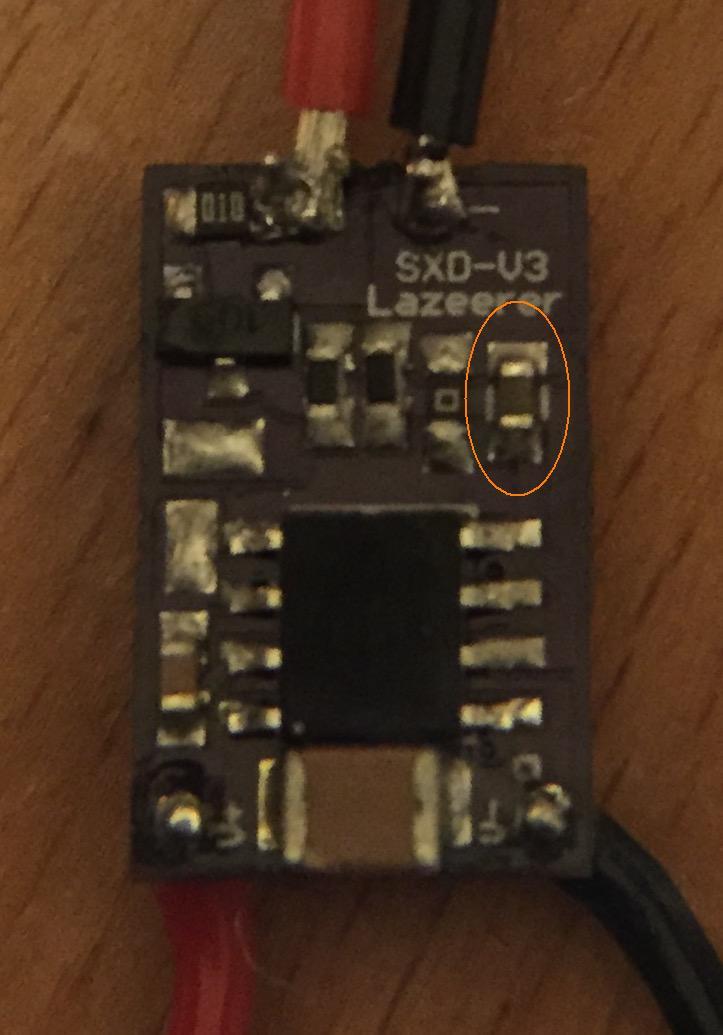
Removing that capacitor means the driver is now instant-on instead of having a one second power-up ramp.
Here’s the resistor to remove to expose the enable pin:
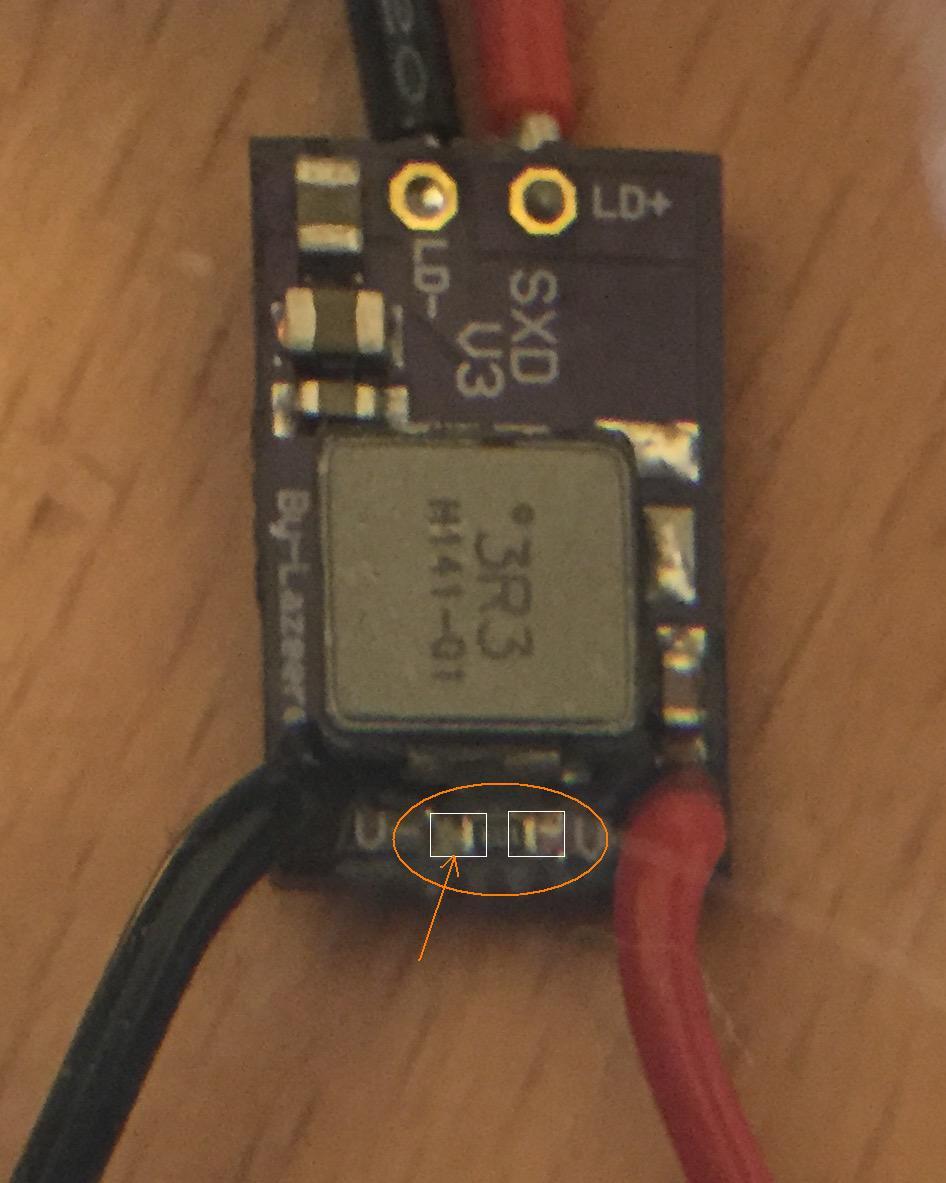
When you desolder the resistor, there are two metal pads exposed (shown here as white rectangles). The resistor is drawing power from the red wire on the right and applying it to the enable pad on the left, meaning the driver is always on. By removing the resistor, you disable the driver until you apply power to the enable pad again. Take the POSITIVE wire from the M1 output of the Orion board, run it through a diode for safety, then through a 10K resistor to limit the power, and attach to the exposed enable pad on the left. Now, when the Orion sends a pulse that would normally drive a motor, it’s turning on the enable pad of the laser driver instead.
You don’t need a super fine tipped soldering iron, just be careful. Heat up both sides of the resistor or capacitor at the same time and use an exacto knife to push it off the pads when it gets hot. Be careful not to get solder on the other parts. It’s a small board, so it’s a little fussy, but it’s doable. The driver itself is relatively cheap, and Jordan from DTR will do this for a small fee, so if you’re not comfortable doing it yourself (or you screw it up) you can always buy one ready to go.
 That said, the Atmel chips are pretty underpowered for this, so I was planning on building a completely different board using a Propeller chip. That way, one core could do the motion plan while another core executes it. It would be inherently simpler to write it on a multi-core chip than trying to pretend you’re multi-core with creative use of interrupts and task switching.
That said, the Atmel chips are pretty underpowered for this, so I was planning on building a completely different board using a Propeller chip. That way, one core could do the motion plan while another core executes it. It would be inherently simpler to write it on a multi-core chip than trying to pretend you’re multi-core with creative use of interrupts and task switching.